Décapage inox après soudure : techniques et passivation
- Cenk UMUT
- 1 déc. 2025
- 4 min de lecture

Sommaire
Décapage inox et passivation de surface
Foire aux questions
Le décapage de l'inox est une opération indispensable après tout soudage, essentielle pour garantir la durabilité, la résistance à la corrosion et l'apparence des pièces en acier inoxydable. Ce guide détaille comment supprimer les oxydes issus de la soudure, choisir la bonne méthode de décapage et réaliser une passivation efficace pour former une couche passive homogène et pérenne.
Décapage inox et passivation de surface
Sans un traitement de surface adéquat, les zones exposées à la chaleur perdent leur éclat et deviennent vulnérables aux contaminants, mettant en péril l'intégrité de la structure. Un bon décapage de l'inox rétablit la précieuse couche d'oxyde de chrome protectrice, prépare la surface propre à la passivation et améliore significativement la longévité des composants.
Comment décaper une soudure inoxydable
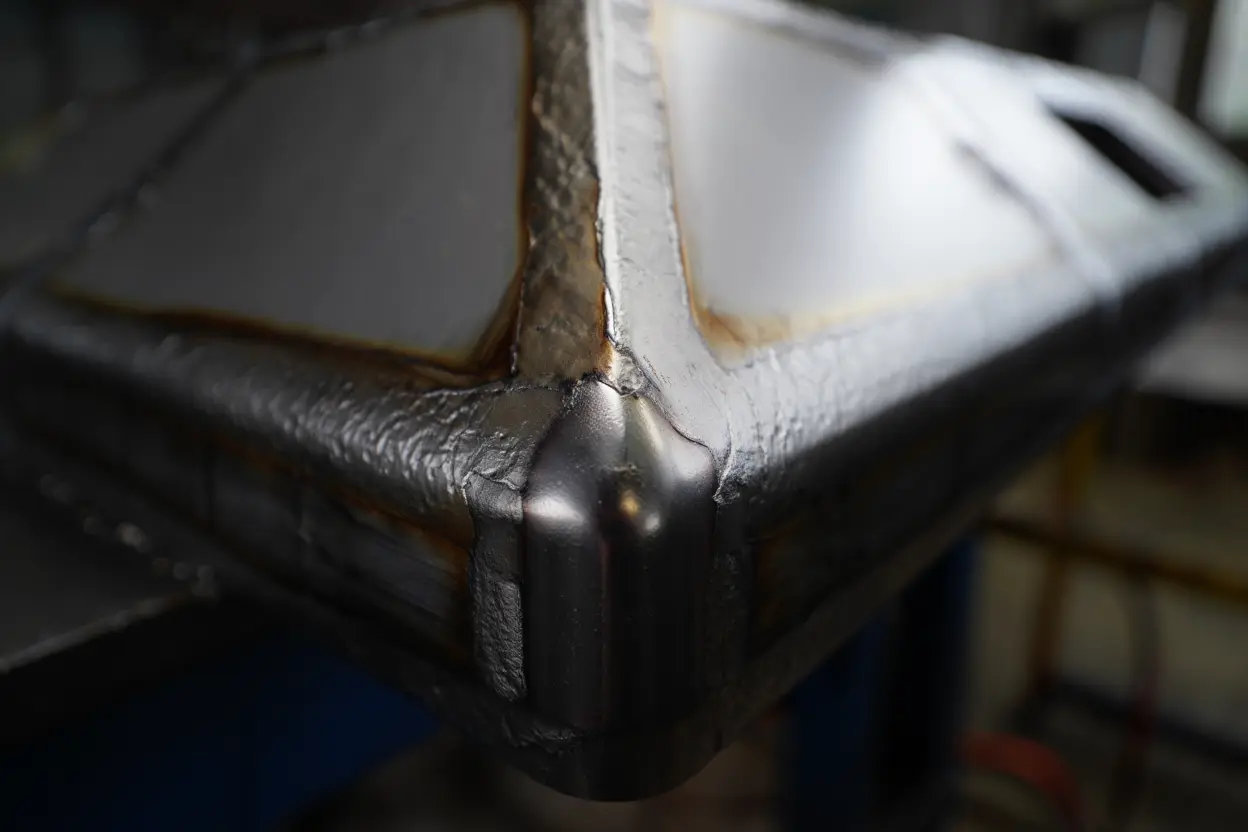
Cette opération cruciale permet d'éliminer les oxydes, la calamine et les résidus laissés par les soudures TIG ou laser, tout en restaurant l'aspect uniforme du métal. Elle supprime également les flux, particules et autres agents contaminants, prévenant ainsi tout risque futur de corrosion.
Amélioration esthétique : Le procédé de décapage unifie l'apparence des cordons de soudure pour une finition impeccable.
Préparation optimale : Une surface parfaitement nettoyée favorise l'adhérence des traitements ultérieurs comme le polissage ou le sablage.
Élimination totale des impuretés : Le traitement de surface éradique les micro-contaminants responsables de la corrosion intergranulaire.
Performance accrue : En supprimant la porosité due aux oxydes, le décapage inox renforce considérablement la résistance à la corrosion.
Spécialiste depuis plus de dix ans, TCDI assure le traitement des soudures (TIG, plasma, laser) conformément aux normes ASTM A380 et A967, avec une traçabilité rigoureuse pour les industries critiques.
Pulvérisation, immersion ou électrolyse
Le traitement de l'inoxydable s'effectue principalement via trois méthodes : le décapage chimique (immersion ou pulvérisation), le procédé électrolytique, ou une combinaison mécanique-chimique. Les gels acides appliqués par pulvérisation conviennent parfaitement aux grandes surfaces, tandis que la version électrolytique atteint efficacement les formes complexes tout en régénérant la couche protectrice d'oxyde de chrome.
Pour les oxydes récalcitrants, un brossage ou sablage préalable est souvent nécessaire avant l'immersion chimique ou le bain électrolytique, garantissant l'élimination complète des contaminants. Un rinçage méticuleux clôture l'opération de décapage et prépare idéalement la passivation de la soudure inox.
Méthode | Application idéale | Temps de traitement | Avantages principaux |
Chimique (immersion) | Pièces de petite à moyenne taille | 15-30 minutes | Traitement uniforme, coût maîtrisé |
Électrolytique | Géométries complexes, zones difficiles | 5-20 minutes | Précision et contrôle optimal |
Pulvérisation (gel) | Grandes surfaces, interventions mobiles | 10-25 minutes | Grande flexibilité, sans installation fixe |
Mécanique + chimique | Oxydes persistants, alliages spéciaux | 20-40 minutes | Efficacité maximale sur cas difficiles |
Choisir produit, cleanox et machine de décapage
Divers décapants inox sont disponibles : Picklinox (gel/pâte), OPTICLEAN II (sans vapeurs nocives) ou cleanox pour applications électrolytiques. Le choix dépend du grade d'acier, de l'épaisseur des oxydes et de la nature des contaminants.
Solutions nitriques : Recommandées pour inox 304/316, avec rinçage intensif nécessaire.
Formulations fluorées : Adaptées aux alliages résistants (duplex, Inconel) avec oxydes tenaces.
Acide nitrique 5% : Solution économique pour surfaces alimentaires nécessitant un nettoyage rapide.
Concentrations variables : Faible pour décolorations légères, élevée pour décapage industriel intensif.
Nos installations utilisent une machine de décapage automatisée qui dose précisément le produit, évite les dépôts et assure une pulvérisation parfaitement homogène. Pour les interventions mobiles en espaces restreints, des lingettes imprégnées offrent une solution pratique sans équipement encombrant.
Après décapage, un séchage soigneux à l'air comprimé filtré prévient toute ré-oxydation avant passivation, garantissant une surface absolument sèche.
Contrôles qualité et récupération acier
La norme ASTM A380 régit les paramètres du décapage inox, tandis que l'ASTM A967 vérifie la passivation via des tests de potentiel de corrosion évaluant la qualité de la couche protectrice. Un rinçage final à l'eau déminéralisée (5 min) minimise les défauts de surface et optimise la passivation de la soudure inox.
Des analyses colorimétriques ou spectrométriques confirment la teneur suffisante en chrome actif, assurant une surface passive et durable. Pour l'aéronautique ou la chimie, nos experts adaptent le protocole de décapage et passivation aux particularités des alliages titane suivant l'ASTM B600.
Foire aux questions
Comment décaper de l'inox sans endommager la couche protectrice ?
Pour nettoyer l'inox sans l'abîmer, commencez par utiliser une solution Cleanox à une concentration adaptée (entre 30% et 50%), en fonction du type d'acier et des contaminants présents. Ce traitement chimique, appliqué pendant une durée précise, permet d'éliminer efficacement les oxydes tout en protégeant la couche protectrice naturelle du métal. Pensez ensuite à bien rincer à l'eau déminéralisée pour arrêter l'action chimique et obtenir une surface propre. Enfin, la passivation rétablit la couche passive d'oxyde de chrome essentielle pour une excellente résistance à la corrosion.
Qu'est-ce que le décapage de l'inox et pourquoi est-il indispensable après soudage ?
Le décapage est un procédé (chimique, mécanique ou électrolytique) qui sert à enlever les oxydes, la calamine et autres impuretés produites durant le soudage. Ce traitement est crucial car il supprime les zones fragilisées autour des cordons de soudure qui pourraient subir une altération ou développer de la rouille malgré la nature inoxydable du matériau. En rendant la surface uniforme et nette, on permet à la couche passive de se reformer naturellement lors de la passivation, restaurant ainsi toutes les propriétés anticorrosion du métal.
Comment récupérer un inox piqué ou encrassé par la corrosion ?
Pour restaurer une pièce en inox attaquée par la corrosion, commencez par un bon dégraissage pour éliminer graisses et résidus. Ensuite, un brossage spécifique ou un léger sablage enlèvera mécaniquement les traces de rouille visibles. Un décapage plus approfondi (chimique ou électrolytique) permettra d'atteindre les oxydes incrustés dans les micro-rayures. Après un rinçage minutieux, la passivation avec une solution de nitrate (10-15%) régénèrera la couche passive protectrice d'oxyde de chrome. Le résultat ? Une résistance à la corrosion jusqu'à trois fois supérieure à celle d'une pièce non traitée !



Commentaires